


我们的直缝焊管规格重量表钢管桩打桩机规格齐全视频现已上线,从细节到整体,从外观到性能,让您了解它的每一个方面。
以下是:直缝焊管规格重量表钢管桩打桩机规格齐全的图文介绍
本厂销售 江苏常州滤水管,产品质量保证,本着“专业专注、服务”的态度,我们坚信“诚信”才是生存的大道。“小胜凭智,大胜靠德”,欢迎新老客户来电咨询。 山特金属制品有限公司期待以优质的产品和服务,与您共创美好未来。


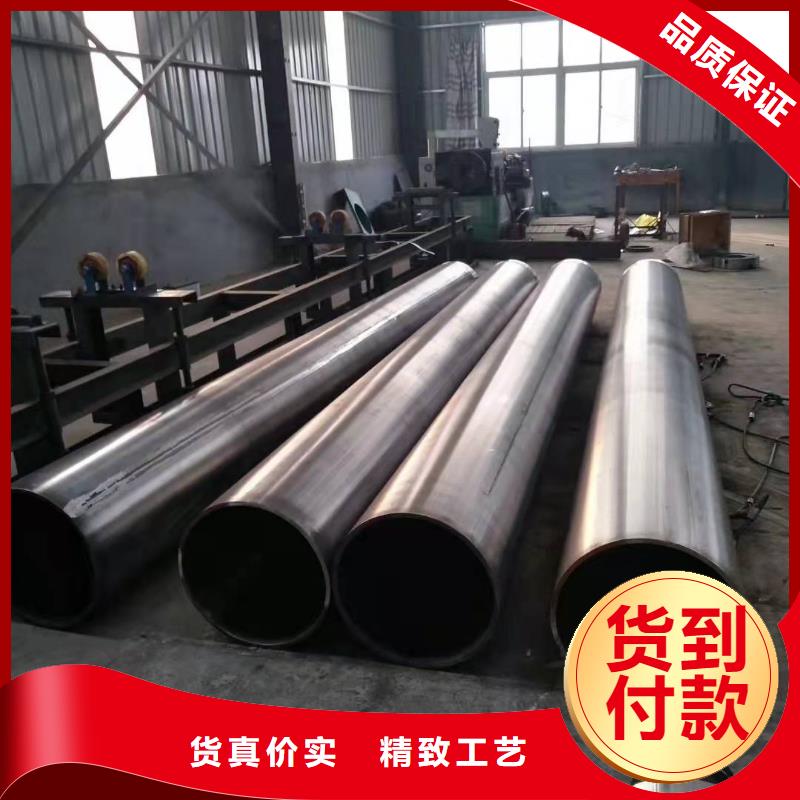
焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了100%的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时缺陷。 采用空气等离子切割机将卷管切成单根。 切成单根Q345B钢板卷管后,每批卷管头三根要进行严格的首检制度,检查焊缝的力学性能,钢板卷管厂,化学成份,溶合状况,Q345B卷管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。



各类型钢板卷管合金都有以下通性: (1)多数合金熔点低于其组分中任一种组成金属的熔点; (2)硬度比其组分中任一金属的硬度大; (3)合金的导电性和导热性低于任一组分金属。利用合金的这一特性,可以制造高电阻和高热阻材料。还可制造有特殊性能的材料,如在铁中掺入15%铬和9%镍得到一种耐腐蚀的不锈钢,适用于化学工业。 (4)有的抗腐蚀能力强(如不锈钢) 钢管卷管结构形式为三辊对称式,上辊在两下辊中央对称位置作垂直升降运动,通过液压缸内的液压油作用于活塞而获得,为液压传动;两下辊作旋转运动,通过减速机的输出齿轮与下辊齿轮啮合,为卷制板材提供扭矩。钢管卷管缺点是板材端部借助其它设备进行预弯。



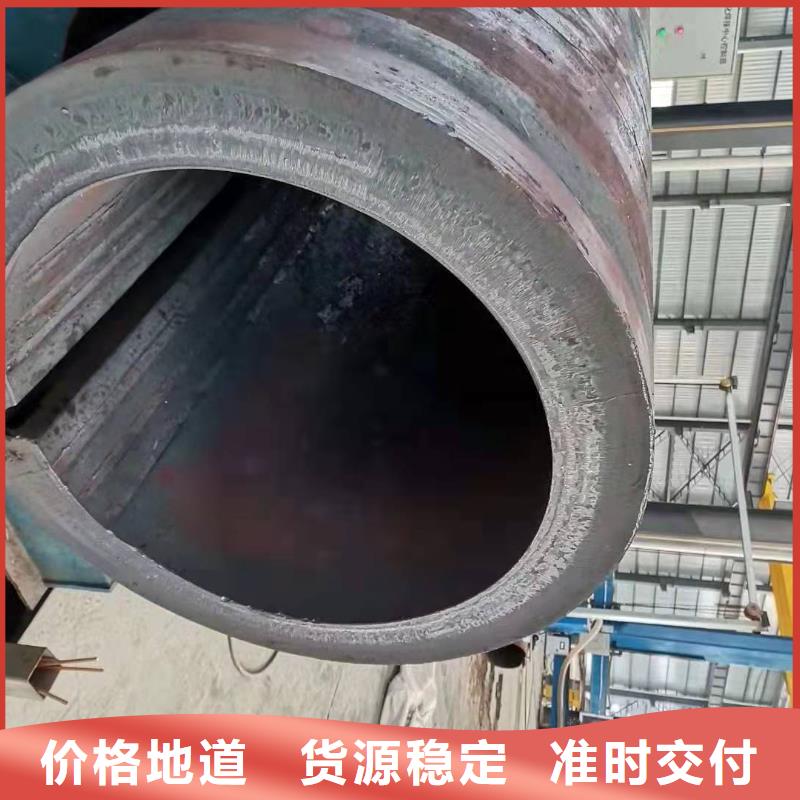
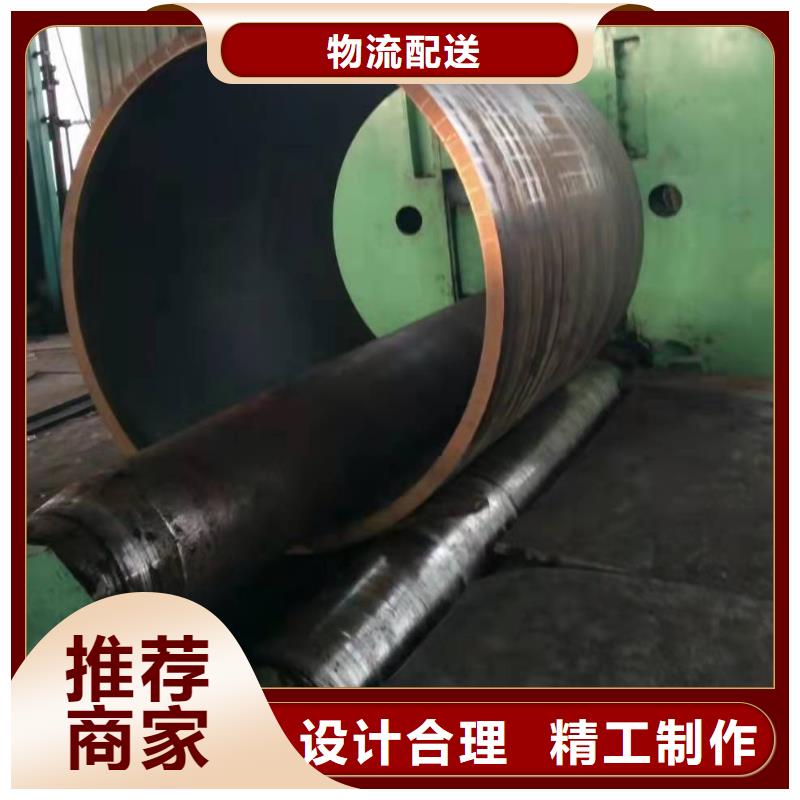
钢板卷管管节的卷制 在卷管加工过程中,应防止板材表面损伤。对有严重伤痕的部位必须进行修磨,使其圆滑过渡,且修磨处的壁厚不得小于设计壁厚。钢板卷管采用一次性成型工艺,卷制时,先将钢板两头压弯,直径应小于卷管直径。然后调整滚床压力,分二到三次卷制钢管。将卷好的管节点焊加固,御下滚床后运往焊接平台施焊。对焊接完的管节进行第二次滚圆,卷管的校圆样板的弧长应为管子周长的1/6~1/4;样板与管内壁的不贴合间隙应符合下列规定: 1对接纵缝不得大于壁厚的10%加2mm,且不得大于3mm。 2离管端200mm的对接纵缝处不得大于2mm。 3其他部位不得大于1mm。 4卷管端面与中心线的垂直偏差不得大于管子外径的1%,且不得大于3mm。平直度偏差不得大于1mm/m。 5焊缝不能双面成型的卷管,当公称直径大于或等于600mm时,宜在管内进行封底焊。



钢板卷管是用10、20、30、35、45等优质碳结钢16Mn、5MnV等低合金结构钢或40Cr、30CrMnSi、45Mn2、40MnB等合金钢热轧或冷轧制成的。10、20等低碳钢制造的钢板卷管主要用于流体输送管道。45、40Cr等中碳钢制成的钢板卷管用来制造机械零件,如汽车、拖拉机的受力零件。一般用板卷钢管要保证强度和压扁试验。热轧卷管以热轧状态或热处理状态交货;冷轧以热处理状态交货。河北金鼎卷管厂拥有两条热扩卷管生产线热扩规格:Φ219-Φ630,两台大口径矫直机。大型卷管机3台,自动焊机4台,卷管规格:Φ400mm-Φ2040mm,壁厚8-100mm的卷管。加工,销售大口径直缝管,焊接长管。大口径卷管无缝化。(可做探伤),本公司致力于生产环缝、纵环缝焊接压力卷管及钢制压力卷管并在传统卷制设备同类规格型号的基础上进行改造。使卷焊钢管设备的各项参数提高30%之功能,填补了原有传统卷制设备不能生产的空白。
